








Lo sapevate che le prime rettificatrici erano già in uso 4.000 anni fa? I nostri antenati tagliavano fori nelle asce e nei martelli di pietra. Nell'antica Grecia, le pietre di rettifica erano già raffreddate con olio o acqua.
Leonardo da Vinci ha ottenuto un risultato entusiasmante nella tecnologia di rettifica nel XV secolo. Inventa una rettificatrice per aghi con avanzamento automatico e scarico degli aghi da rettificare. Nel 1874: Brown & Sharpe ha lanciato la prima rettificatrice cilindrica al mondo. In questo modo è stato possibile produrre pezzi con una precisione di 0,01 mm.
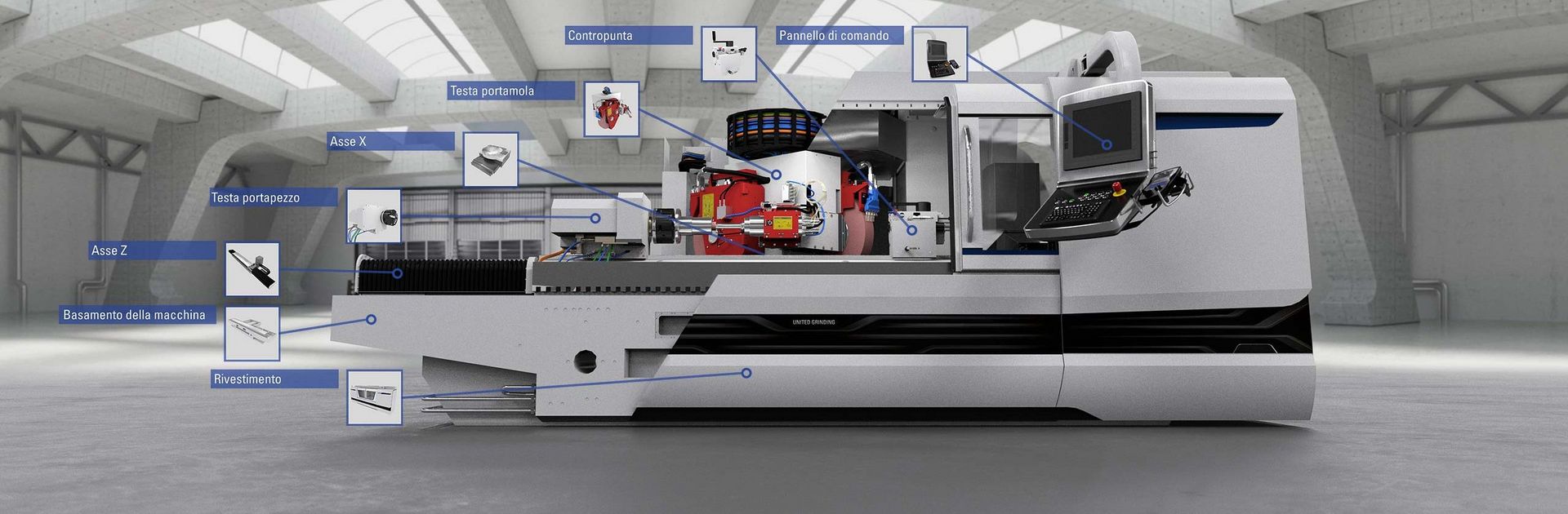
La rettifica è un processo di lavorazione di precisione e finitura dei pezzi. Può essere utilizzato manualmente o su rettificatrici. Come per tutte le procedure di taglio, il materiale in eccesso viene separato sotto forma di trucioli. I bordi dei piccoli cristalli minerali duri e microscopici dell'utensile di rettifica servono da taglienti .
La rettifica soddisfa le esigenze produttive odierne garantendo un'elevata qualità e un'asportazione di materiale a costi ridotti per pezzo. La rettifica è adatta per:
- Elevata precisione dimensionale e di forma
- Una qualità superficiale definita
- Lavorazione di materiali difficili da lavorare
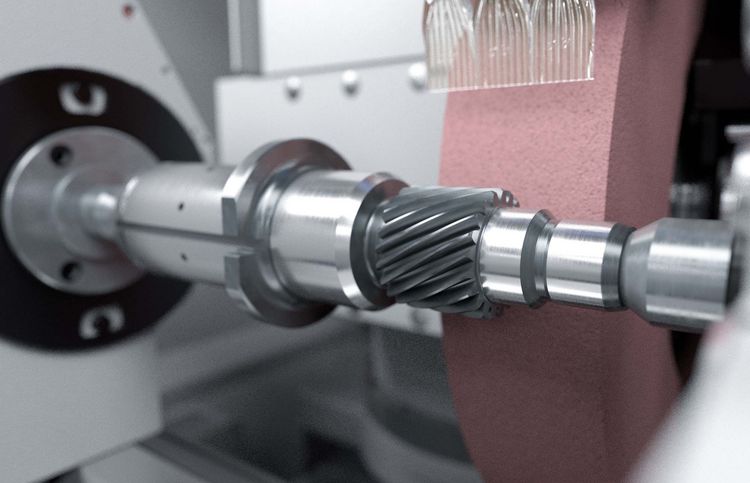
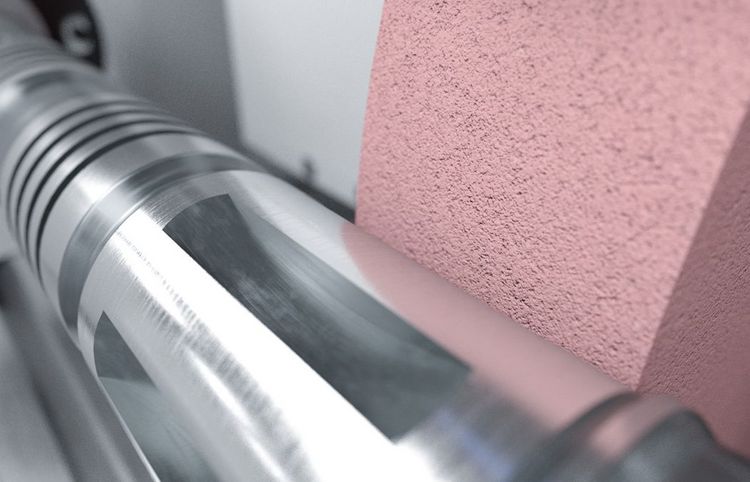
La rettifica esterna cilindrica viene utilizzata per la produzione di pezzi cilindrici o conici, ad esempio per la rettifica di alberi, assi e mandrini, che vengono utilizzati nell'ingegneria meccanica generale, nell'industria automobilistica o nell'aviazione. Il materiale viene rimosso dalla circonferenza del pezzo da lavorare con la circonferenza della mola. Questo può essere fatto in direzione radiale (rettifica a tuffo) o assiale (rettifica longitudinale). Grazie all'elevata precisione di serraggio, i pezzi vengono solitamente bloccati tra i centri. Grazie a diverse corse a vuoto (incrinature) è possibile migliorare l'accuratezza della forma e la qualità della superficie.
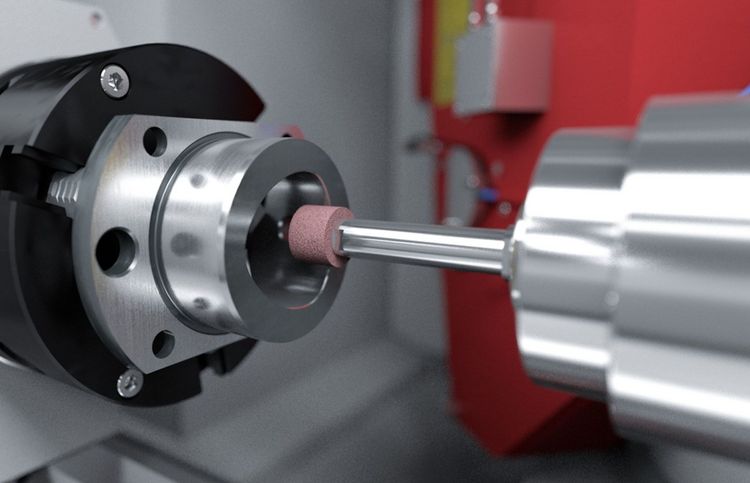
La rettifica cilindrica interna viene utilizzata principalmente per la lavorazione di fori cilindrici o conici. Nella rettifica cilindrica interna, il movimento di avanzamento longitudinale viene solitamente eseguito dalla mola, mentre il movimento di avanzamento radiale nella rettifica cilindrica interna viene eseguito, a seconda della versione della macchina, dal supporto del mandrino di rettifica o dalla testa del pezzo. In linea di principio valgono le stesse relazioni cinematiche della rettifica cilindrica esterna, ma l'arco di contatto tra mola e pezzo è notevolmente più grande rispetto ad analoghe operazioni di rettifica cilindrica esterna, il che rende più difficile l'asportazione di trucioli e l'alimentazione di lubrificante refrigerante.