



LaserControl - La più recente tecnologia di misurazione laser per la lavorazione di precisione


Richiesta di tecnologie di misurazione integrate nella produzione
Come è noto, la lavorazione finale su rettificatrici richiede spesso strette tolleranze in termini di precisione dimensionale, di forma e di posizione, nonché finiture superficiali di alta precisione. Per soddisfare questi requisiti, le aziende spesso utilizzano i propri dati empirici. Tuttavia, anche con lotti di piccole dimensioni, vi è l’esigenza di potere valutare il processo sulla macchina in quanto le misurazioni intermedie su macchine esterne e le relative correzioni allungano i tempi di lavorazione dei pezzi. Queste misure di controllo aumentano significativamente l'affidabilità del processo e la produttività. Le soluzioni ideali sono quelle che possono essere utilizzate in modo flessibile per una vasta gamma di pezzi.
Possibilità della tecnologia di misurazione nei processi di rettifica
Integrazione della tecnologia di misura laser nelle rettificatrici cilindriche universali STUDER
STUDER può contare su oltre 10 anni di esperienza nell'uso della tecnologia di misura laser integrata nella macchina, che è stata valutata a scopo di prova per la misurazione delle mole o dei pezzi lavorati. Questa sperimentazione è parte della tradizione di STUDER e permette all’azienda di essere sempre preparata ad accogliere le tendenze future della tecnologia di produzione. Queste conoscenze ed esperienze sono state ora sfruttate per soddisfare le esigenze attuali. I sistemi di monitoraggio degli utensili utilizzati in altri settori industriali sono stati perfezionati appositamente per STUDER sulla base della più recente tecnologia laser per la misurazione dei pezzi sulle rettificatrici.
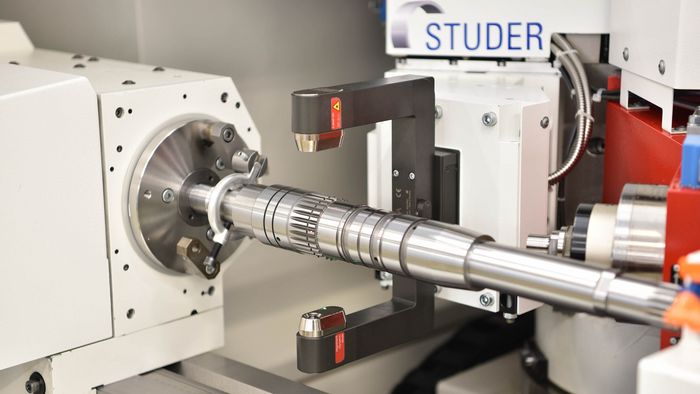
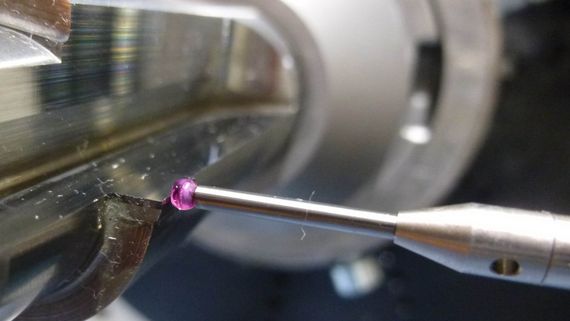
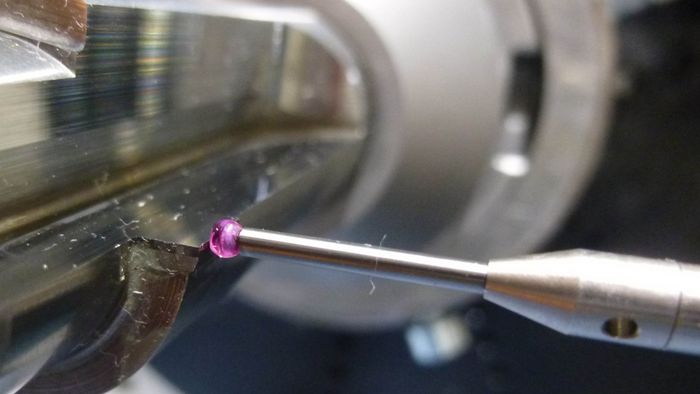
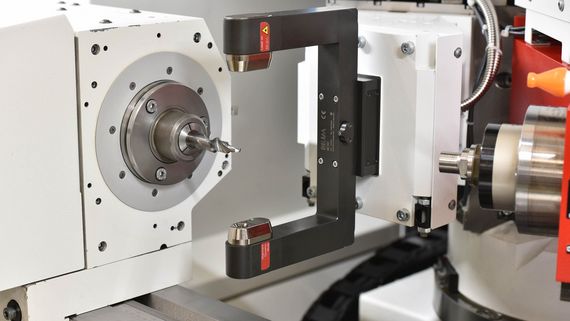
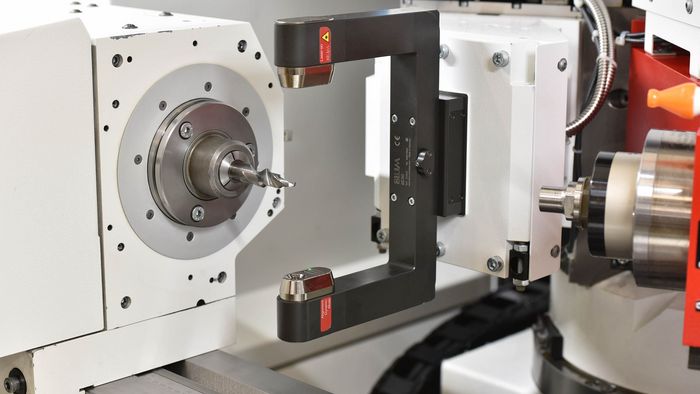
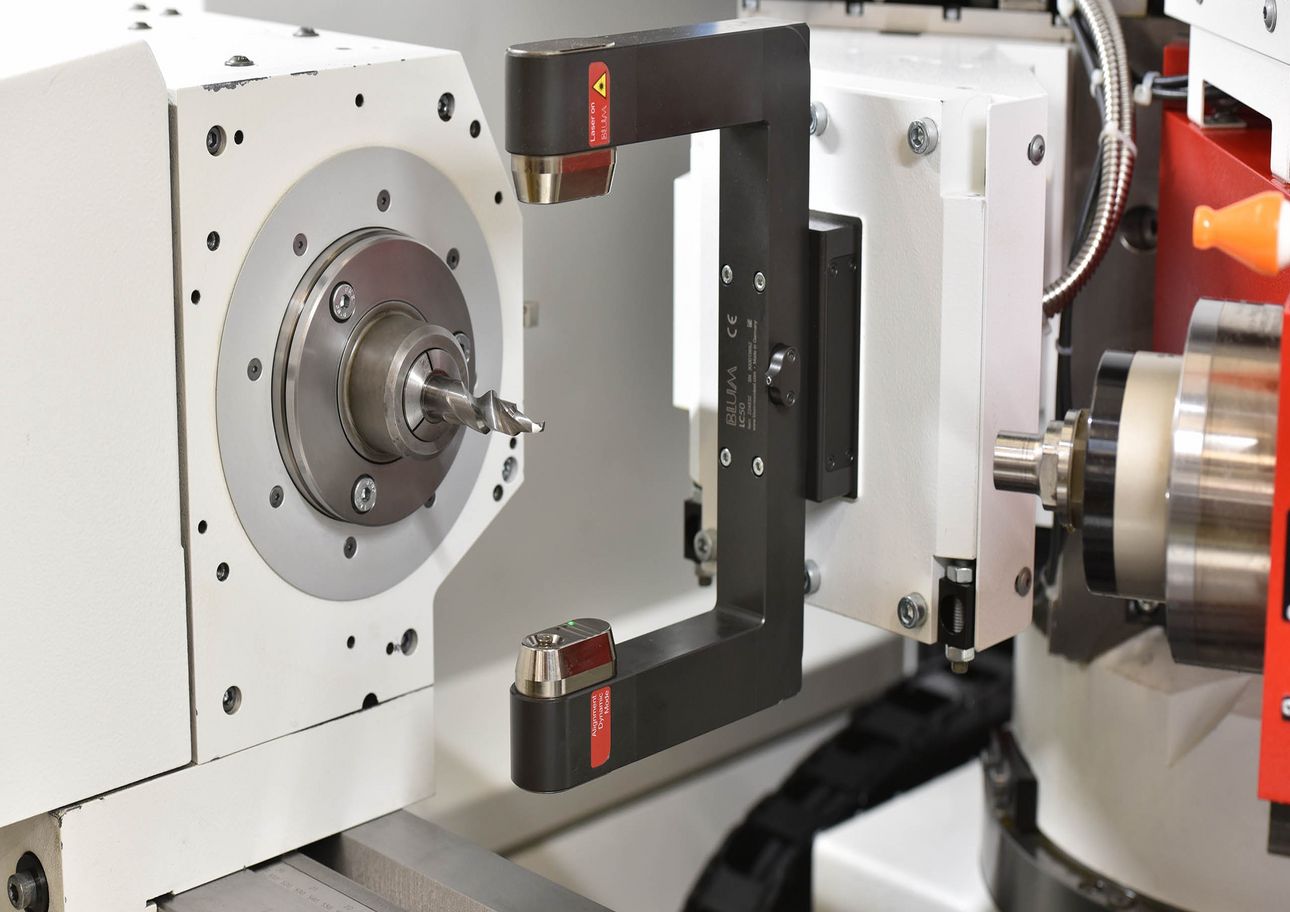
Il dispositivo di misura necessario (vedere profilo a U in Fig. 4) è montato meccanicamente, in modo simile ai nostri tastatori sugli assi B che sostengono il relativo mandrino di rettifica. Questa configurazione non crea una situazione poco familiare per gli operatori.
La dimensione di questo dispositivo di misura può essere adattata al diametro del pezzo. Gli ugelli per il soffiaggio d’aria sul pezzo durante la misurazione e le nuove coperture antisporco proteggono efficacemente l'ottica del laser dal lubrorefrigerante sulla macchina. Rispetto ai modelli precedenti, il produttore dell'unità laser utilizza inoltre un'ottica laser perfezionata e più precisa. Tuttavia, dal nostro punto di vista l’aspetto più sorprendente è la possibilità che con il pezzo in rotazione si generino molte migliaia di punti di misura per la valutazione. Questo riduce notevolmente il tempo di misurazione. Queste caratteristiche possono ora essere integrate nei cicli di misura specifici di STUDER. L’utente dispone quindi di un metodo adatto per la misurazione senza contatto nella lavorazione di pezzi di precisione.
A questo punto occorre notare che con un dispositivo di misura laser è possibile non solo misurare diametri di diversa grandezza, ma anche effettuare precise misure di controllo su diametri "interrotti", come quelli di alberi con sedi per chiavetta o scanalature longitudinali, o diametri di dentature (vedere Fig. 2). Non è più necessario impostare l’autocalibratura tattile utilizzata fino ad oggi. Il risultato è un notevole aumento dell'efficienza.
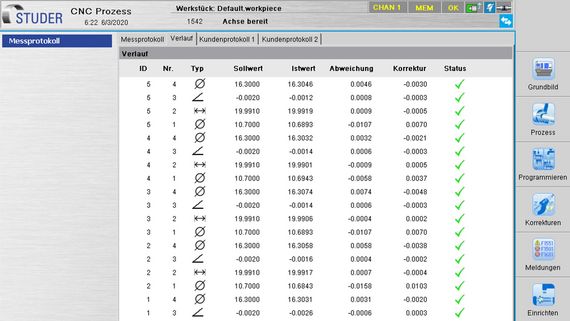
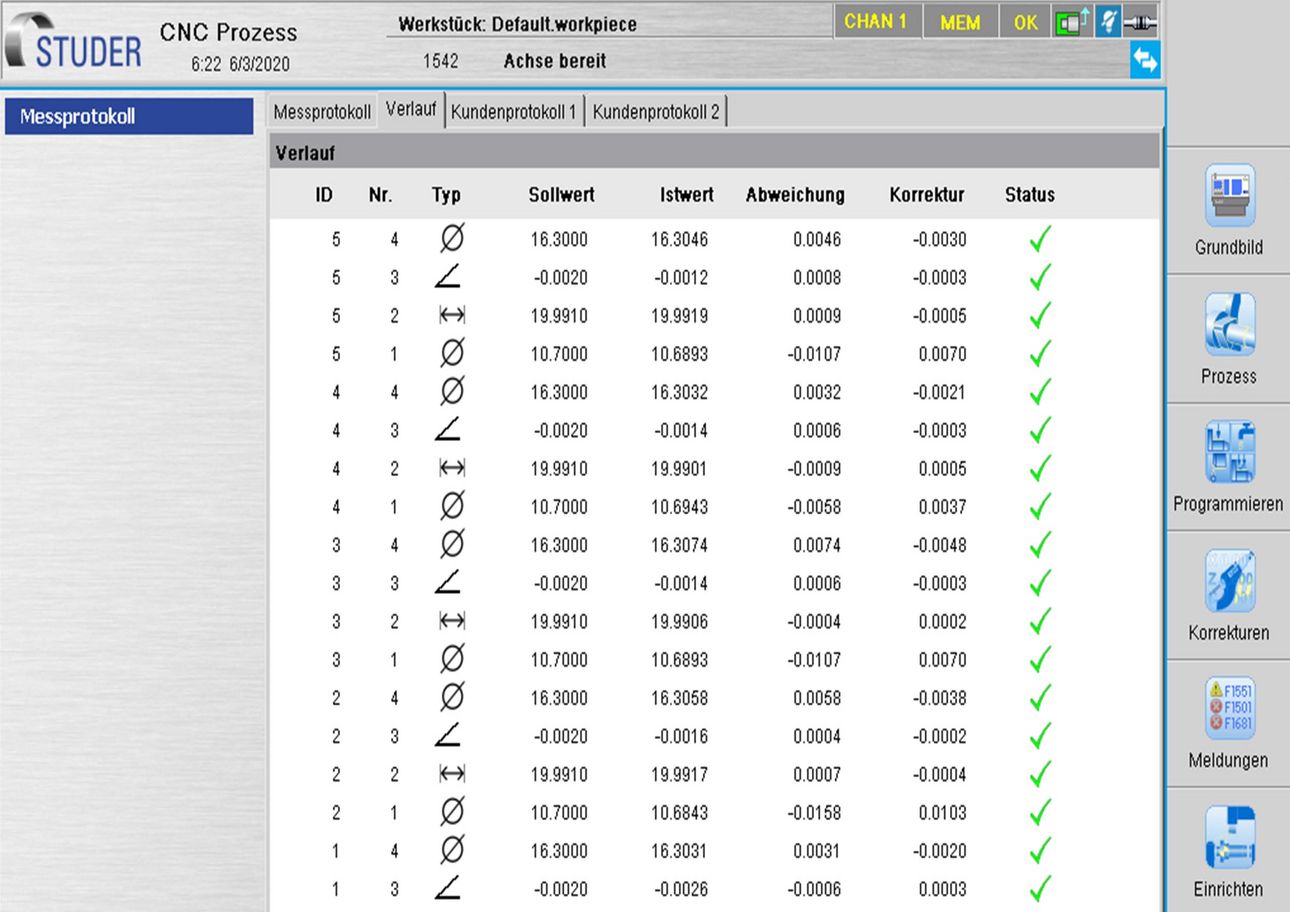
Il ciclo di misura può essere selezionato come richiesto dopo ogni lavorazione o alla fine del processo di rettifica. Il software STUDER registra i valori misurati per diametro dopo ogni ciclo di misura (vedere Fig. 3). Questa procedura consente all'operatore di valutare a colpo d’occhio la qualità del componente rettificato.
Esempio di applicazione della tecnologia di misura laser per utensili da taglio
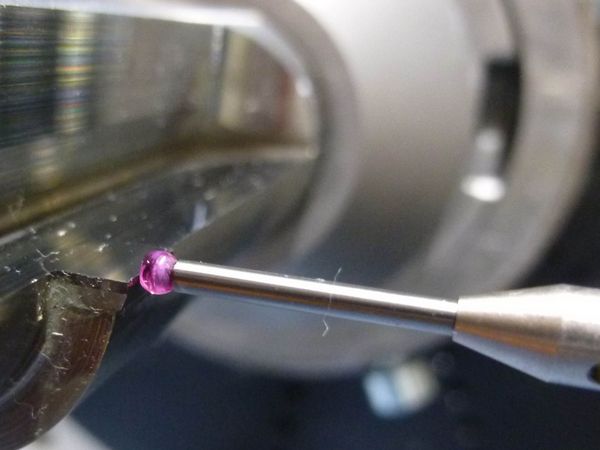
Un esempio molto significativo dell'uso di una strategia di misurazione integrata è l'impegnativa lavorazione di piccoli lotti di utensili con taglienti in DPC. In questo caso spesso la domanda è cosa lavora cosa, se la mola diamantata l'utensile o viceversa. Spesso si utilizza il cosiddetto "closed loop process" con dispositivi di misura tattili (Figura 3). In diverse fasi di iterazione i taglienti vengono misurati, rettificati, ancora misurati, ecc. Con questo processo si ottengono tolleranze di diametro di +/- 1,5 micrometri, un ottimo risultato. Per queste applicazioni, è sempre più richiesta la misurazione senza contatto in quanto i taglienti in DPC possono essere sensibili alla misurazione tattile.
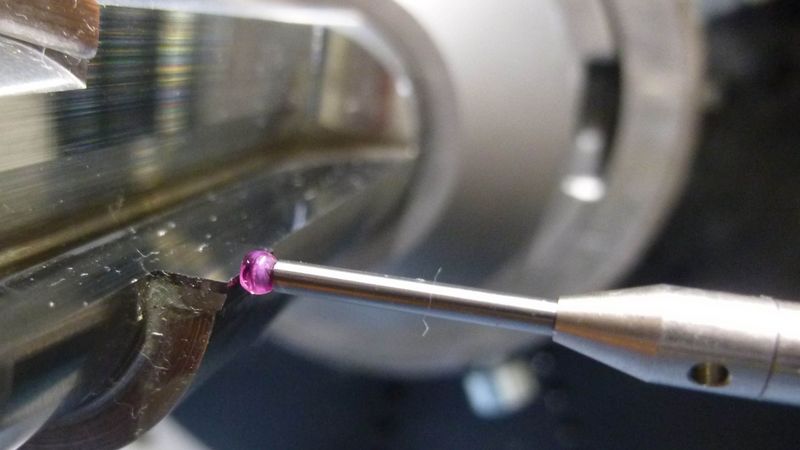
Il requisito della misurazione senza contatto di utensili con taglienti o listelli di guida in questo campo di tolleranza può ora essere soddisfatto con la tecnologia di misurazione laser integrata descritta (Fig. 4). Le misurazioni tipiche richieste in questo settore sono, ad esempio, le seguenti: Misurazione di utensili con taglienti, in cui il diametro minore e il diametro maggiore dei taglienti viene determinato in un piano di misura. La misurazione in due diversi piani dell'utensile da taglio, vale a dire in diversi piani del cilindro di misura generato dalla rotazione, fornisce la misura dell’affilatura desiderata degli utensili da taglio che può essere prodotta.
A seconda delle differenze dimensionali tra il diametro dei taglienti e il diametro dei listelli di guida di un utensile da taglio nello stesso piano di misura, l'ottica laser può determinare questi diametri anche con il pezzo in rotazione. Ciò vale per la maggior parte degli utensili e consente di ridurre i tempi di misurazione.
I cicli di misura di STUDER sono utili per chiunque voglia conoscere l'entità dell'errore di concentricità del gambo dell'utensile rispetto al diametro del tagliente all'estremità dell'utensile nello stato di serraggio dell'utensile da rettificare prima della lavorazione.
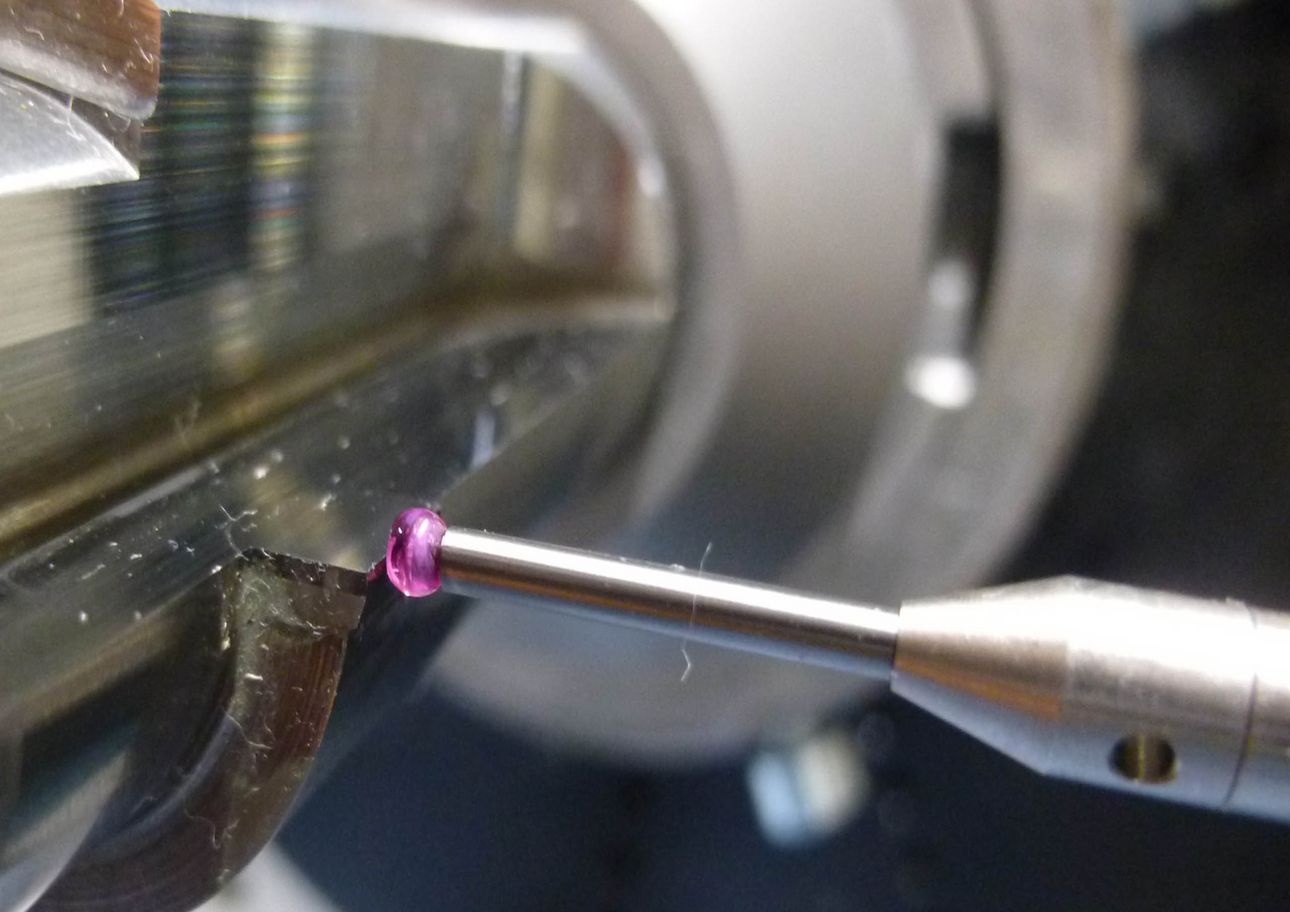
utensili di precisione con tecnologia laser
Conclusione
La tecnica presentata per la misurazione laser integrata nella macchina amplia le possibilità di applicazione della tecnologia di misura di processo nelle rettificatrici. Un processo di misurazione preciso, universale e senza contatto supporta l'aumento di efficienza nella lavorazione di precisione.
