




De toutes nouvelles possibilités s'ouvrent à la rectification avec des meules CBN à liant métallique et des meules diamant






Grâce à WireDress® de STUDER. Cette nouvelle technologie de dressage intégrant l'électroérosion permet non seulement de minimiser considérablement les temps morts, elle autorise le dressage de liants métalliques frittés dans la rectifieuse avec une précision extrême et à une vitesse de fonctionnement optimale. La société Fischer AG, établie à Herzogenbuchsee en Suisse, fabrique des broches haute précision. Elle utilise cette technologie depuis quelques mois pour ses opérations de rectification et elle ne peut pas dissimuler son enthousiasme.
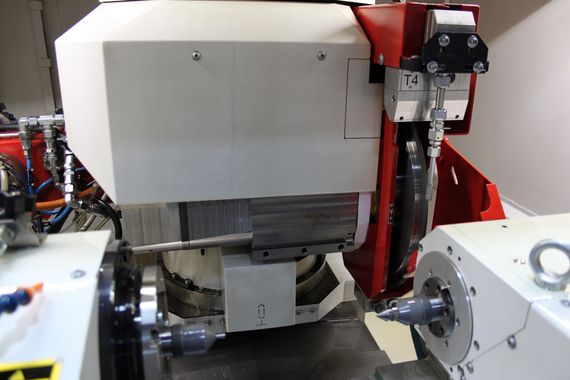
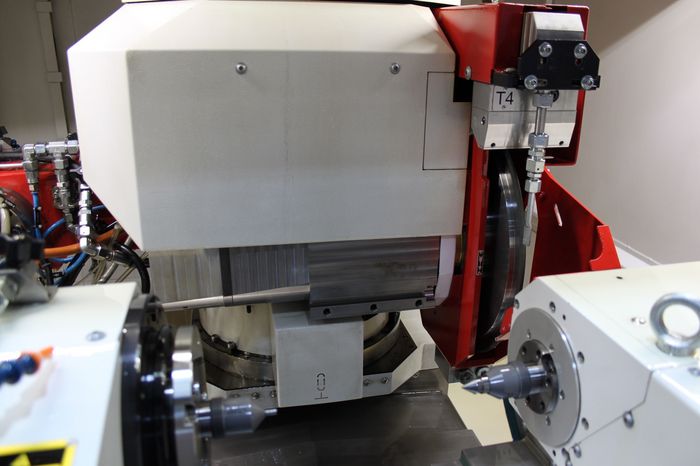
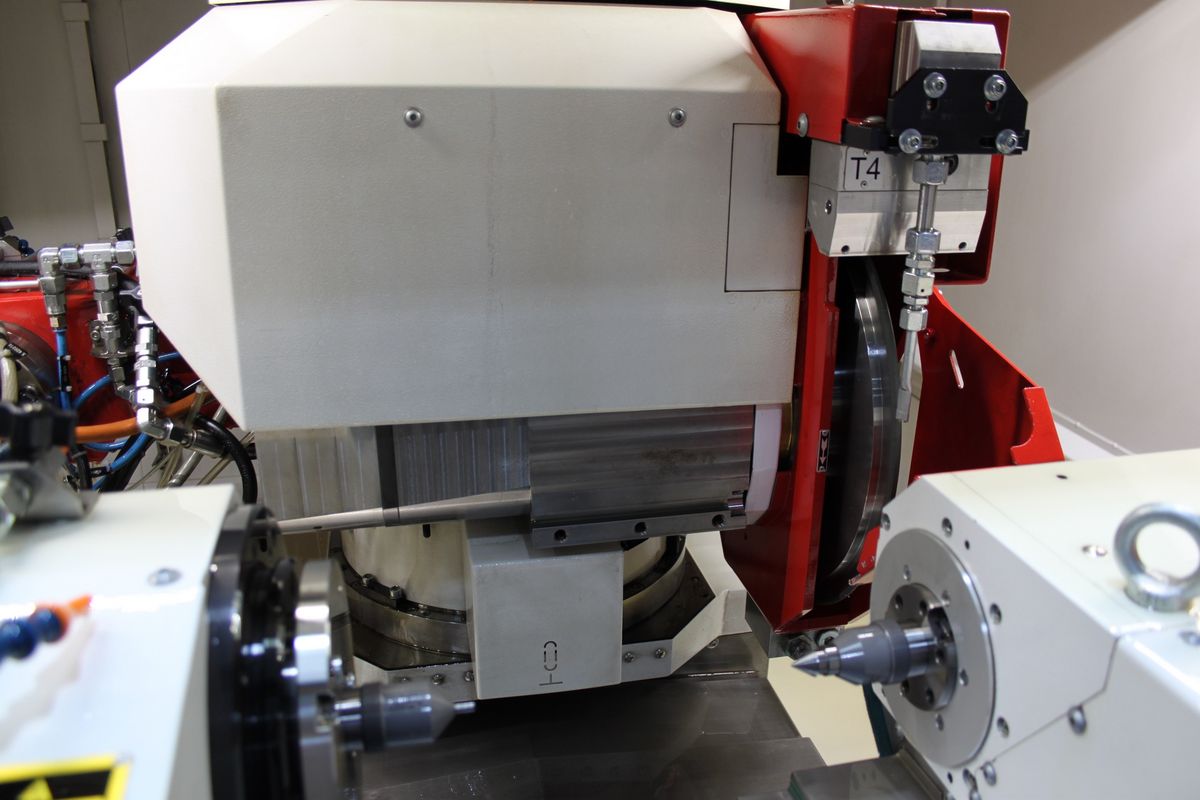
Alfred Mair, responsable de la technologie de rectification au sein de la société Fischer AG à Herzogenbuchsee, en Suisse, était face à un défi. L'objectif de FISCHER AG n'était pas seulement d'augmenter la productivité, mais aussi de repousser les limites dans les domaines de l'usinage par enlèvement de copeaux des matériaux durs et de la rectification des matériaux exotiques tels que le titane. En outre, les clients sont de plus en plus exigeants en matière de qualité. Il était impossible de résoudre ce problème avec une rectifieuse conventionnelle. Alors que faire ? La solution était à portée de main : seulement 60 km plus loin, chez STUDER à Steffisburg. C'est là que la rectifieuse cylindrique universelle CNC S41 est produite. Conçue spécialement pour les grandes pièces à usiner, la machine dispose de distances entre pointes de 1 000 / 1 600 mm et de hauteurs de pointes de 225 / 275 mm. Avec des entraînements linéaires directs, elle permet d'effectuer l'usinage de haute précision de pièces d'un poids maximum de 250 kg. La S41 permet naturellement d'usiner les petites et moyennes pièces avec la même efficacité. Toutefois, pour FISCHER, la pièce maîtresse est le système de dressage WireDress® entièrement intégré. « L'intérêt pour nous, c'était de pouvoir utiliser des meules à liant métallique pour une qualité supérieure mesurable et reproductible, une productivité plus élevée, des options d'usinage plus universelles, une grande sécurité de processus et des coûts d'outillage réduits », explique Mair.
Des espérances plus que comblées
STUDER a configuré la S41 avec WireDress® selon les souhaits de la société FISCHER AG. La machine a été équipée d'un produit maison innovant de la société FISCHER AG, une électrobroche de rectification extérieure spéciale à grande vitesse avec une dilatation axiale particulièrement faible. De plus, l'extrémité de l'électrobroche est chanfreinée à l'extérieur, ce qui permet pour la première fois facilite les usinages sans que l’arrière de la broche n’entre en contact avec la pièce avec des angles de pivotement contraires faibles. Notamment pour l'usinage de l'épaulement avec broche inclinée. La S41 est complétée par un système avec magasin de pièces et dispositif de manutention entièrement automatique, qui assure l'usinage en série entièrement automatique et de haute qualité des composants de précision en mode autonome. Conclusion de monsieur Mair après une phase initiale de lancement de la machine conséquente : « Je suis époustouflé. Une rectification trois à cinq fois plus rapide qu'avec la technologie conventionnelle, avec une reproductibilité absolue, dans la plage de tolérances inférieure à 1 µm ! Je n'avais encore jamais vu quelque chose de semblable ! Je suis extrêmement impressionné. »
Le secret dévoilé
Mais comment fonctionne cette technologie de dressage ? Michael Klotz, chef des projets de développement chez Fritz Studer AG, nous fournit l'explication : « On sait que les meules de rectification à liant métallique sont nettement plus robustes et résistantes à la déformation lors de l'usinage de matériaux dont l'enlèvement des copeaux est difficile et qu'elles autorisent une productivité plus élevée. La problématique vient du fait que la capacité de dressage des liants métalliques dans la rectifieuse est très limitée avec les procédés conventionnels. En outre, il s'ensuit une usure élevée du dresse-meule associée à une capacité de coupe minime. Ce qui est incompatible avec une qualité d'usinage élevée et constante ainsi qu'un dressage convivial pour l'utilisateur. C'est la raison pour laquelle le « meilleur » liant, c'est-à-dire le liant métallique, est rarement utilisé. » En collaboration avec des partenaires technologiques, STUDER a donc développé la technologie de dressage WireDress® intégrée à la machine. Le dressage est exécuté à pleine vitesse de rectification de la meule. À la différence du dressage mécanique traditionnel ou du dressage externe par électroérosion, le dressage WireDress® est réalisé par électroérosion à fil modifiée dans la rectifieuse, l'huile de rectification étant utilisée comme milieu diélectrique. Le dressage se déroule sans contact ni usure, sans aucun contact mécanique. Le dressage ne s'applique pas au grain abrasif, c'est le liant métallique qui est enlevé ou réduit. Selon la forme géométrique du grain abrasif, soit il tombe, soit les grains abrasifs conservent tout leur caractère coupant. La meule dispose d'une saillie de grains haute pour une capacité de coupe maximale, des forces de rectification réduites et une inflammabilité minime. Avec WireDress®, il est désormais possible d'exploiter les propriétés du liant métallique. Avec une stabilité dimensionnelle optimale du liant, le dressage très précis de presque tous les profils est possible dans la plage de l'ordre du µm et avec des contours précis. On peut obtenir des intervalles de dressage longs. Un autre plus : l'usinage précis de géométries complexes ou extrêmement petites est désormais réalisable, ce qui n'était pas le cas jusqu'à présent ou n'était pas viable sur le plan économique. Par rapport à l'usinage de rectification avec des outils à liant en céramique, il est désormais possible d'enregistrer des augmentations significatives de la productivité de l'ordre d'au moins 30 %, voire plus par comparaison aux liants en résine. Une meule à liant métallique fritté permet même de franchir les limites, puisqu'il suffit de la dresser à nouveau dans la machine, alors qu'avec des meules galvaniques, on ne peut dépasser la limite qu'une seule fois. « Le fait de pouvoir franchir cette limite sans crainte, cela participe aussi à une meilleure rentabilité », ajoute Michael Klotz.
Plusieurs facteurs de réussite
« Du moment que l'on utilise une technologie adaptée, la sécurité du processus est également assurée. Dans le passé, nous étions obligés de nous rapprocher progressivement, patiemment, de ce type de résultats de rectification, que la stabilité des processus nous garantit aujourd'hui. Cela présente aussi l'avantage de pouvoir mieux calculer les coûts », explique Alfred Mair. Il sait aussi que la bonne technologie ne se limite pas à la machine. Quels autres facteurs contribuent à un usinage reproductible dans une plage absolue de moins de 1 µm ? « Un local de production entièrement climatisé, ce qui assure notamment la stabilité thermique de notre broche, un outillage adapté, une technique de mesure ultramoderne, un système d'arrosage optimisé et naturellement un personnel parfaitement formé et motivé », répond Alfred Mair.
En conclusion
Pour la société Fischer AG, l'investissement dans la machine S41 dotée de la technologie WireDress® a porté ses fruits. Pour certains matériaux, la productivité a même pu être augmentée jusqu'à 70 %. Ce que monsieur Mair en pense : « Je suis convaincu que lorsque les experts entendront parler de cette technologie, le carnet de commandes de STUDER sera plein » Un autre avantage devrait intéresser particulièrement les ingénieurs et les constructeurs : non seulement il est possible de dresser les meules droites, mais aussi des profils très fins, ce que les meules à liant métallique ne permettaient pas avant cela. Cela ouvre de toutes nouvelles possibilités de conception pour les ingénieurs et même des horizons inattendus.