








Saviez-vous que les premières rectifieuses étaient déjà utilisées il y a 4 000 ans ? Nos ancêtres rectifiaient des trous dans les haches de pierre et les marteaux. Dans l'antiquité grecque, les meules étaient déjà refroidies à l'huile ou à l'eau.
Au 15ème siècle, Leonardo da Vinci accomplissait un exploit passionnant dans le domaine de la technologie de rectification . Il inventa une rectifieuse d'aiguilles avec approvisionnement et retrait automatiques des aiguilles à rectifier. Cela dura jusqu'en 1874 : Brown & Sharpe lanca la première rectifieuse cylindrique au monde. Les pièces pouvaient ainsi être produites avec une précision de 0,01 mm.
La rectification est un procédé de fabrication par enlèvement de matière pour l'usinage de précision et de finition de pièces à usiner. Elle peut s’effectuer manuellement ou sur des rectifieuses. Comme pour tous les processus d'usinage, l'excédent de matière est réduit sous forme de copeaux. Les arêtes microscopiques des cristaux minéraux durs et de l'outil de rectification servent de tranchants.
La rectification répond aux exigences actuelles de la production en garantissant une qualité et une puissance d'enlèvement de matière élevées à un coût par pièce réduit. La rectification est adaptée pour :
- Une haute précision de mesure et de forme
- Une qualité de surface définie
- L'usinage de matériaux difficiles à usiner
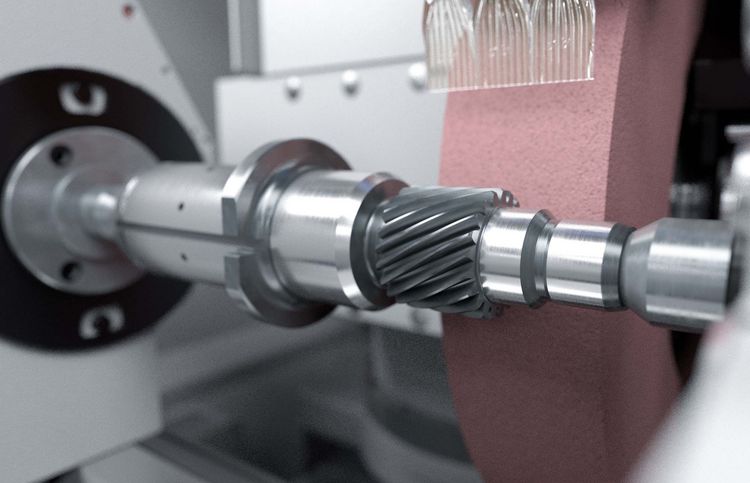
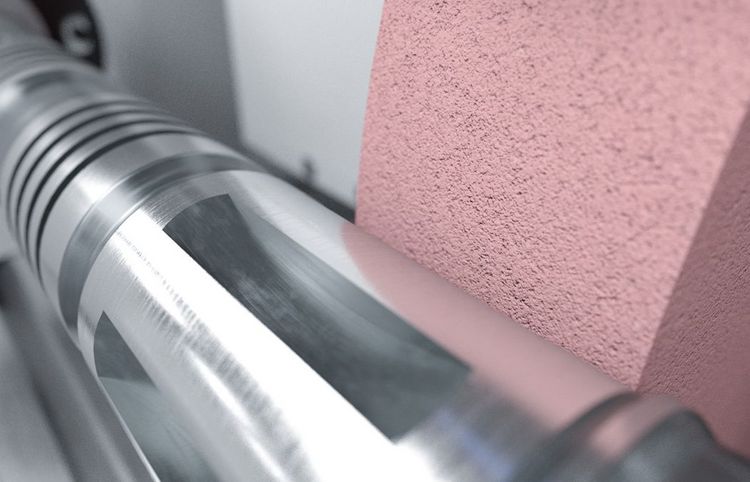
La rectification cylindrique extérieure est utilisée pour la production de pièces cylindriques ou coniques, par exemple pour la rectification d'arbres, d'axes et de broches, qui sont utilisés dans la l'ingénierie mécanique générale, dans l'industrie automobile ou dans l'aviation. Le matériau est retiré avec la circonférence de la meule sur la circonférence de la pièce. Cela peut s'effectué dans une direction radiale (plongée) ou axiale (longitudinale). En raison de la grande précision de serrage, les pièces sont généralement serrées entre pointes. La précision de forme et la qualité de surface peuvent être améliorées par plusieurs courses à vide (étincelage).
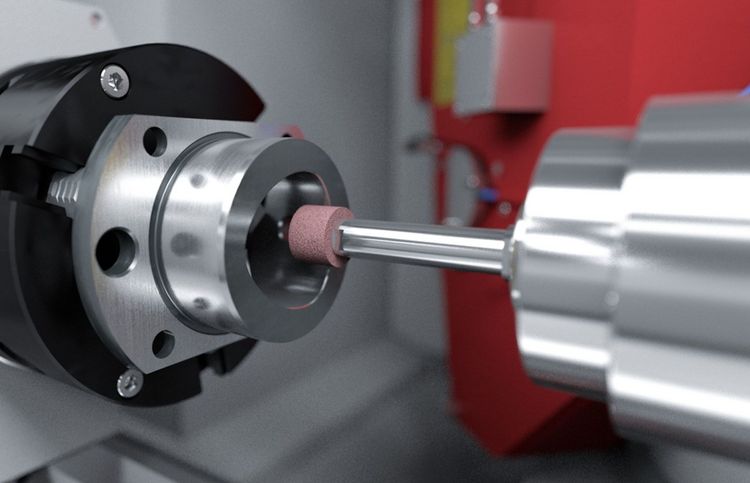
La rectification cylindrique intérieure est principalement utilisé pour l'usinage d’alésages cylindriques ou coniques. Lors de la rectification cylindrique intérieure, le mouvement d'avance longitudinal est généralement effectué par la meule tandis que, lors de la rectification cylindrique intérieure, le mouvement de distribution radial est effectué soit par le support de broche de rectification, soit par la tête de la pièce, selon la conception de la machine. D'un manière générale, les mêmes relations cinématiques que pour la rectification cylindrique extérieure s'appliquent, mais l'arc de contact entre la meule et la pièce à usiner est considérablement plus grand que pour des opérations de rectification cylindrique extérieure comparables, ce qui rend plus difficile l'enlèvement des copeaux et l'alimentation en lubrifiant de refroidissement.