








最初の研削盤がすでに4000年前に使用されていたことをご存知ですか? 私たちの先祖は石斧と石鎚に穴を開けました。 古代ギリシャでは、 砥石はすでに油や水で冷やされていました。
研削技術の分野における大きな進歩は15世紀にレオナルド・ダ・ヴィンチがもたらしました。 彼は自動送り機能と研削する針の搬出を行うニードルグラインダーを発明したのです。 そして1874年、 Brown&Sharpeが世界初の円筒研削盤を発売しました。 これによって、0.01mmの精度のワーク加工が可能になりました。
研削とは、 ワークピースの精密加工および仕上げ加工のための一つの加工方法です。 手動でまたは研削盤を使用することで行うことができます。 この場合、全てのマシニングプロセスと同様に、余分な材料は切屑の形で分離されます。 刃先 としては研削工具内の極めて小さく硬い鉱物結晶のエッジが機能します。
研削加工は、部品当たりのコストを削減しながら高品質と在庫削減を実現することで、 今日の生産要件を満たす加工を実現しています。 研削は次の用途に適しています。
- 高い寸法精度と形状精度
- 定義された表面品質
- 加工が難しい材料
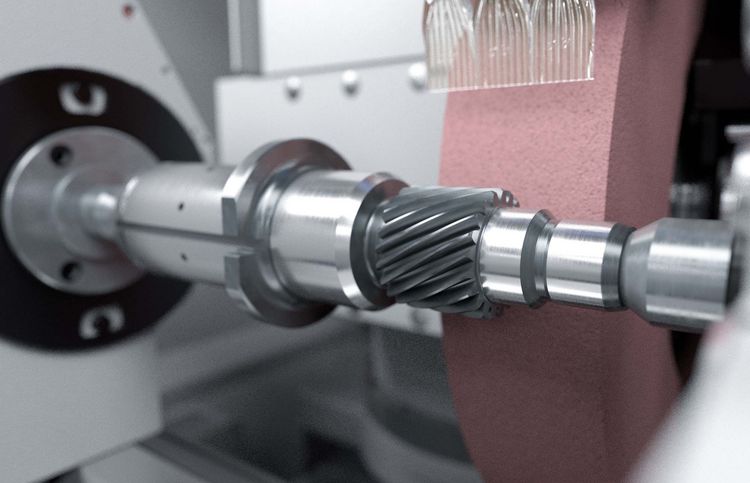
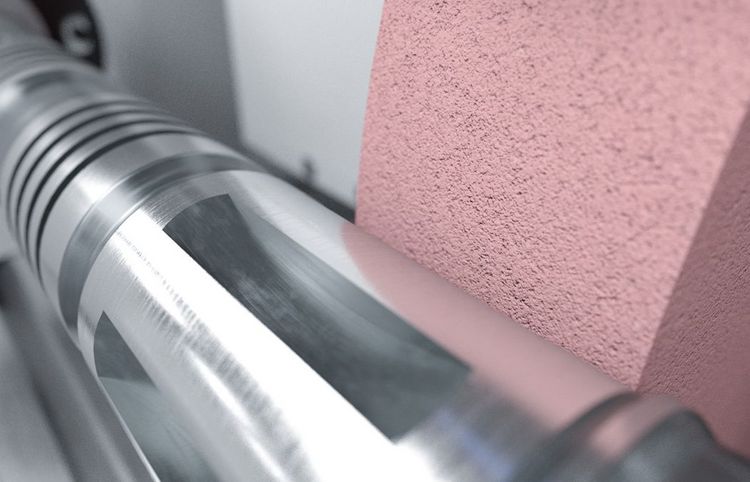
外面円筒研削は、例えば一般的な機械工学、自動車産業または航空産業で使用される研削シャフト、車軸およびスピンドル用の円筒形または円錐形工作物を製造するために使用されます。 ここでは、 砥石によって、 ワーク材料が研削されます。 半径方向(プランジ研削)または 軸 方向(長手方向研削)に研削する事ができます。 高いクランプ精度を達成するため、ワークは通常、両センターの間にクランプされます。 0ストローク(スパークアウト)を多く行うことにより、形状精度と表面品質を向上させることができます。
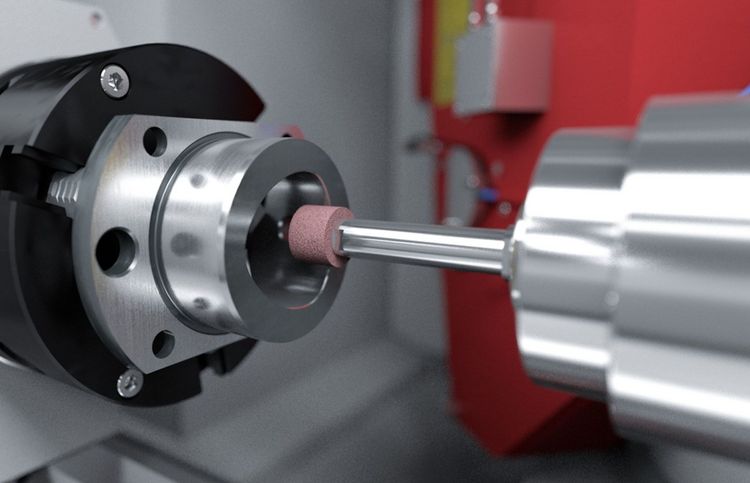
内面円筒研削は主に円筒形またはテーパ穴の加工に使用します。 内面円筒研削では、長手方向運動は通常研削砥石によって行われ、内面円筒研削における半径方向の送り運動は機械設計に応じて研削スピンドル支持体または工作物ワークヘッドのいずれかによって行われます。 原則として、外面円筒研削の場合と同じ運動学的関係が適用されますが、砥石ヘッドと工作物との間の接触円弧は、同等の外面円筒研削操作の場合よりもかなり長いため、切りくずの除去および冷却潤滑剤の供給はより困難となります。