








Wussten Sie, dass erste Schleifmaschinen bereits vor 4'000 Jahren zum Einsatz kamen? Unsere Vorfahren schliffen Löcher in Steinäxte und Hämmer. In der griechischen Antike wurden bereits Schleifsteine mit Öl oder Wasser gekühlt.
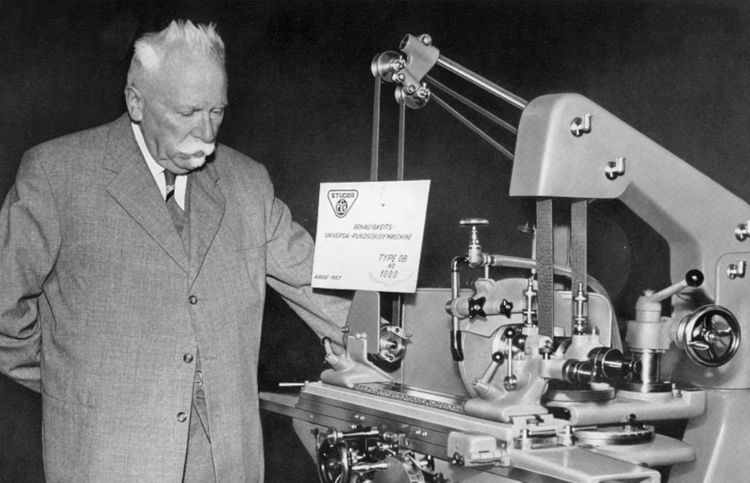
Eine spannende Leistung in der Schleiftechnik erbrachte im 15. Jahrhundert Leonardo da Vinci. Er erfand eine Nadelschleifmaschine mit automatischer Zufuhr und Abfuhr der zu schleifenden Nadeln. Es dauerte bis ins Jahre 1874: Brown & Sharpe brachte die weltweit erste Rundschleifmaschine auf den Markt. Werkstücke liessen sich damit mit einer Präzision von 0.01 mm herstellen.
Schleifen ist ein spanendes Fertigungsverfahren zur Fein- und Fertigbearbeitung von Werkstücken. Es lässt sich manuell oder auf Schleifmaschinen anwenden. Wie bei allen spanenden Verfahren wird dabei überschüssiges Material in Form von Spänen abgetrennt. Als Schneiden dienen die Kanten der mikroskopisch kleinen, harten, mineralischen Kristalle im Schleifwerkzeug.
Schleifen wird den heutigen Produktionsanforderungen gerecht, da es eine hohe Qualität und Abtragsleistung bei reduzierten Kosten pro Werkstück garantiert. Schleifen bietet sich an für:
- Eine hohe Mass- und Formgenauigkeit
- Eine definierte Oberflächenqualität
- Das Bearbeiten schwer zerspanbaren Materialien
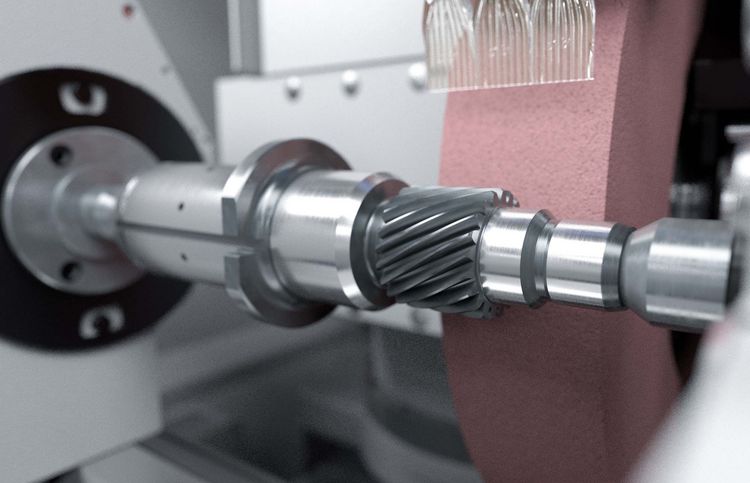
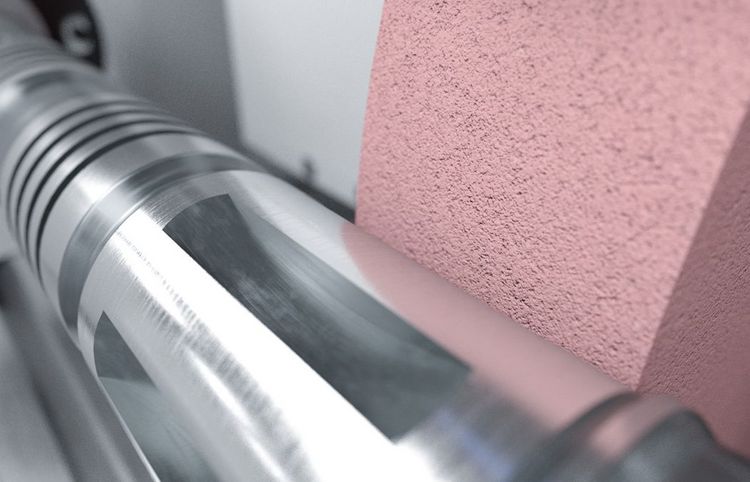
Das Aussenrundschleifen wird zur Herstellung zylindrischer oder konischer Werkstücke eingesetzt, zum Beispiel zum Schleifen von Wellen, Achsen und Spindeln, welche im allgemeinen Maschinenbau, der Automobilindustrie oder in der Luftfahrt verwendet werden. Dabei wird mit dem Umfang der Schleifscheibe am Umfang des Werkstückes Material abgetragen. Dies kann in radialer (Einstechschleifen) oder axialer (Längsschleifen) Richtung erfolgen. Wegen der hohen Spanngenauigkeit werden die Werkstücke in der Regel zwischen Spitzen gespannt. Durch mehrere Leerhübe (Ausfunken) lässt sich die Formgenauigkeit und Oberflächengüte verbessern.
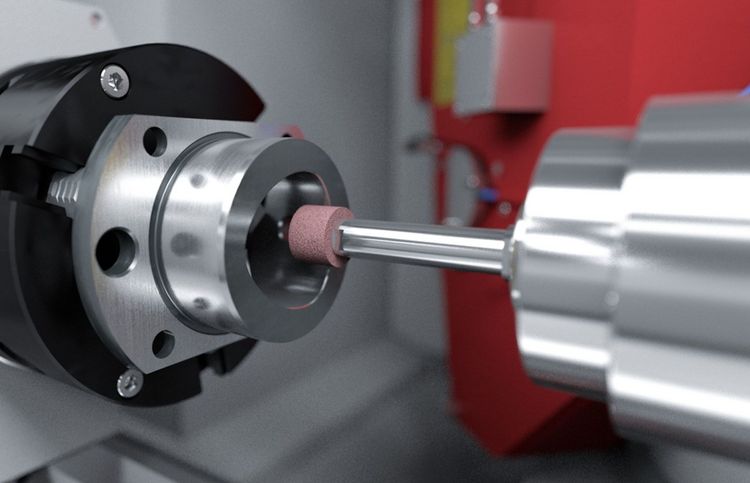
Das Innenrundschleifen wird hauptsächlich zur Bearbeitung von zylindrischen oder kegeligen Bohrungen genutzt. Beim Innenrundschleifen wird die Längsvorschubbewegung in der Regel durch die Schleifscheibe ausgeführt, wobei die radiale Zustellungsbewegung beim Innenrundschleifen je nach Maschinenausführung entweder durch den Schleifspindelsupport oder den Werkstückspindelstock erfolgt. Grundsätzlich gelten die gleichen kinematischen Beziehungen wie beim Aussenrundschleifen, allerdings ist der Kontaktbogen zwischen Schleifscheibe und Werkstück erheblich grösser als bei vergleichbaren Aussenrundschleifoperationen, wodurch der Abtransport der Späne und die Versorgung mit Kühlschmierstoff erschwert sind.